-
TAPS工法とは?
-
電気式溶射に分類されるプラズマ溶射法のひとつです。
線材に直接プラズマアーク電流を流して高温のプラズマジェットを作り、線材を溶融して吹き付ける溶射法です。

-
TAPS工法研究会とは?
-
本研究会の目的は、Al-Mg合金によるプラズマアーク溶射、溶射ボルト、及び鋼製伸縮装置表面のすべり止め溶射の開発と実用化にいたってます。
実用化されたTAPS工法の普及と更なる技術開発を進める活動(技術委員会)と、施工技術者の人材育成のための資格認定制度の活動(資格審査委員会)を行っている研究会です。
本研究の規約については、こちら「TAPS工法研究会規約」でもご覧いただけます。
本研究会で活動している規約については、こちら「技術委員会規則」・「資格制度規則」でもご覧いただけます。
本研究会の活動内容については、こちら「活動報告」でもご覧いただけます。
-
溶射とは?
-
溶射とは、溶融状態に加熱した溶射材料を基材表面に吹き付けて皮膜を形成する表面改質技術の一種です。
主に鋼材の防食を目的とする「防食溶射」では、溶射材料に鉄よりも卑な金属、亜鉛(Zn)やアルミニウム(Al)、マグネシウム(Mg)などの金属やおよびそれらの合金、Zn-15Al合金やAl-Mg合金などが用いられています。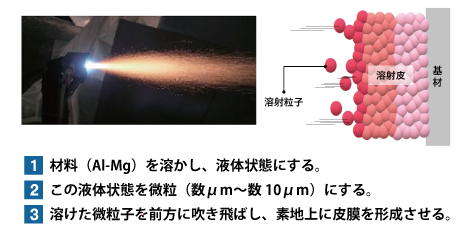
-
溶射方法の種類について教えてください。
-
溶射方法には、溶射材料を溶かす熱源により、ガス式溶射、電気式溶射に大別されます。
Al-Mgを吹付ける場合は、ガスフレーム溶射(ガス式溶射)、アーク溶射、プラズマアーク溶射(電気式溶射)が用いられます。
※プラズマ溶射:主に高融点の粉末材料(セラミックス)に用いられる工法です。プラズマアーク溶射(TAPS)とは別の工法です。
-
溶射(Al-Mg)の耐久性について教えてください。
(塗装やめっきとの比較) -
Al-Mg溶射では100年と推定されています。
参考として、ふっ素系塗装の耐久性は30年、溶融亜鉛めっきでは25年とされています。
-
なぜ溶射(Al-Mg)は耐久性があるのですか?
-
溶射皮膜の犠牲防食作用にあると考えられています。
①塗装など、鋼材のひふく表面にキズが付いた時、鉄は電子を放出して鉄イオンになろうとします。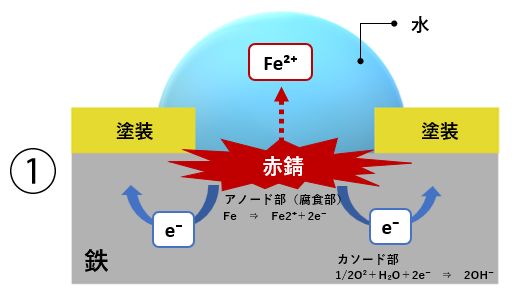
②Al-Mg溶射の場合は、鉄より先に溶射材料が溶けだし鉄に電子を渡して鉄の腐食を防ぎます。これが犠牲防食効果です。
溶融亜鉛めっきも同じく犠牲防食の働きをしていますが、Al-Mg溶射に比べて溶けだす反応が速く皮膜の消耗が早いので耐久性が低くなってしまいます。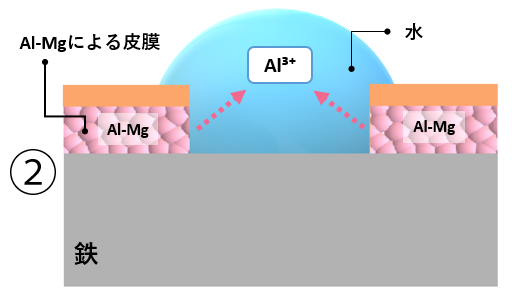
-
溶射(Al-Mg)の施工手順について教えてください
-
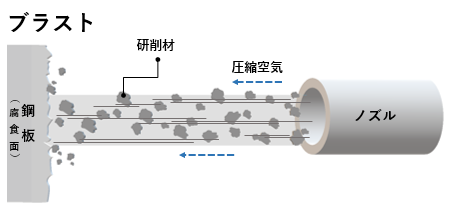
圧縮空気で、研削材を鋼板表面に吹き付けて、既設塗膜を除去し、表面に凹凸を形成します。 所要の除錆度(Sa3)と表面粗さ(Ra8μm以上、Rz50μm以上)を確認します。
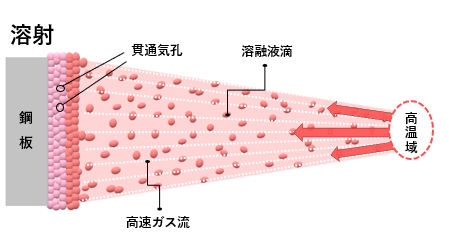
Al-Mg合金をアーク熱で溶かし、圧縮空気で吹き飛ばし、積層させます。(積層皮膜には多数の気孔があるので、膨張率が異なる金属どうしでも密着します。)
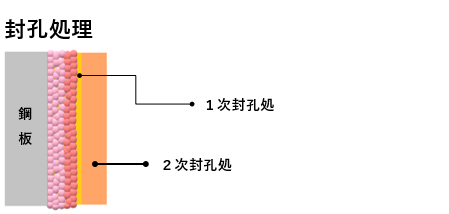
1次封孔処理
溶射皮膜内中の気孔を埋める目的で行います。2次封孔
既設の桁に合わせた着色封孔処理を行います。
-
既設支承への溶射は可能ですか?
-
既設支承への溶射は可能です。
ただし、施工条件により溶射施工が困難な部位がありますので、その部位に対しては代替仕様の重防食塗装になります。めっき支承に関しては、現在試験施工中です。
-
機械からどの程度伸ばせますか?
-
TAPS機械からトーチ先端までは50mです。
ただし、溶射装置を足場上に移動できるようコンパクトな設備になっていますので、発電機から約100mの足場上へ溶射装置を設置すると、全長150m程度での施工が可能です。(施工実績あり)
-
品質基準は?
-
素地調整:除錆度ISO Sa3 、表面粗さRa8以上、Rz50μm以上
金属溶射:ブラストから4時間以内の施工、膜厚100μm以上、密着応力度4.5MPa以上
封孔含む共通事項:ひび割れ、膨れ、剥がれ等が外観目視にてないこと
施工環境:気温5℃以上、相対湿度85%未満、施工表面温度5℃以上で露点温度より3℃以上となっております。
-
施工実績はどの程度ですか?
-
桁端溶射は、約38,000㎡(令和6年3月末時点)の実績があります。
年単位での平均は、2,000~3,000㎡/年となっております。
(詳細は、下記リンクより参照)